圆锥破碎机上架体的铸造工艺介绍
2013-07-17 09:56:35
红星机器
 在线咨询
在线咨询
40年矿山机械生产经验
- 60S响应
- 方案定制
- 到厂试机
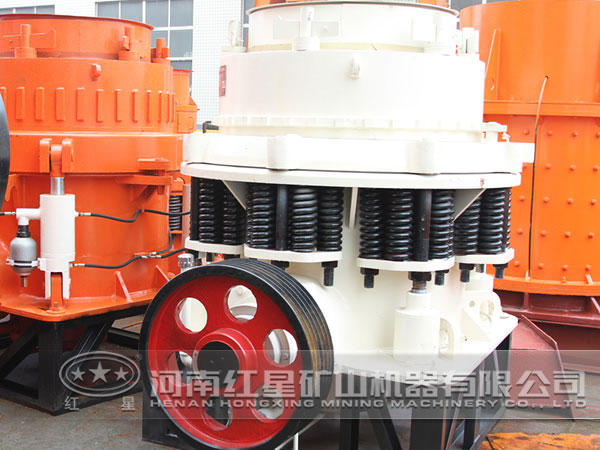
在线咨询圆锥破碎机的上架体是大型铸钢件, 要求高。为了提高圆锥破碎机上架体的工艺出品率和产品合格率,通过对上架体铸件的结构分析,红星机器的 们总结出了一套高产的铸造工艺。下文具体说明。

(1)铸造工艺方案确定
造型方法及铸型种类。铸件的下型采用地坑造型,上型采用砂箱造型。地坑造型时底部用刮板刮平,撞实,确保铸型的底部具有足够的刚度和强度,地坑的四周要放置排气管,保证排气畅通。铸件外皮采用组芯+刮板造型,所有砂芯全部采用实样芯盒,里腔为胎芯,中心留轴杠孔。
浇注位置及分型面的确定。根据铸件的结构特点,整体为回转型,壁厚较均匀,马蹄形凸台处于铸件大口端。考虑到有利于铸件形成楔形的补缩通道,确定将铸件大口端平面放在上面,内水口采用底返式。
(2)模具的制作
为了保证铸件外型尺寸,木模、芯盒制作时要求结构牢固、合理,尺寸形状稳定精确,表面光洁,不变形,制作出上箱水泥芯盒刮板和下平面刮板。为保证冒口、水口、补贴及外冷铁规范放置,模具制作时,刻出放置位置线。对于影响铸件起型(芯)处均要求制成活块。对于铸件的尖角处适当做圆角处理,R取值范围:20~30 mm。
(3)造型材料
为了保证铸件的 及尺寸精度,铸件的下型及砂芯均采用脂硬化水玻璃砂,型(芯)选用醇基锆英粉涂料。
(4)冒口补缩系统
铸钢件冒口必须满足两个要求:一个是冒口的凝固时间不能比被补缩铸件短,另一个是要有足够的补缩钢液。为了使铸件达到顺序凝固,避免冒口形成的接触热节与铸件的几何热节重合,冒口根部采取局部缩小的处理。对于其他未能补缩到的局部热节及下沿部分使用外冷铁增加铸件的补缩 ,间距30~50 mm,一圈均布。
(5)浇注系统
选用内水口从正对冒口的铸件底部入型的单层底返式,充分利用内水口正对冒口入型处所形成的“流动热节”促进铸件水平方向的顺序凝固。这种浇注系统要求快速浇注,可减小“流动热节”对铸件垂直方向的顺序凝固的不利影响。同时也能减少铸型长时问处于钢液辐射的热作用下引起的表面开裂、脱落、局部过热、冲砂等造成的夹砂、裂纹、包砂缺陷。
(6)铸件尺寸变形及控制
铸件外皮采用的是组芯的造型方法,这样做的目的是缩短木型工序制作芯盒的时间和产品生产周期。这种造型方法对造型工序要求非常严格,为了防止铸件产生变形及飞边、毛刺等铸造缺陷,要求下芯前,在地坑表面准确划出砂芯放置位置线,下芯后,依靠中心轴杠分几个方向测量外缘尺寸,对尺寸进行校正。借鉴之前生产铸件经验,在里腔轴向增加增肉,进一步防止尺寸变形。
利用该铸造工艺,生产出的上架体铸件,产品工艺出品率提高3%,马蹄形凸台没有出现缩松、缩孔等缺陷。不仅为制造同类铸件的工艺设计提供了成功的经验,而且增加了企业的经济效益。
您好,如果您对产品感兴趣可留言 需求或疑问我们将及时与您联系!




.jpg)

.jpg)
河南红星矿山机器有限公司版权所有
中国·郑州·高新区檀香路8号